
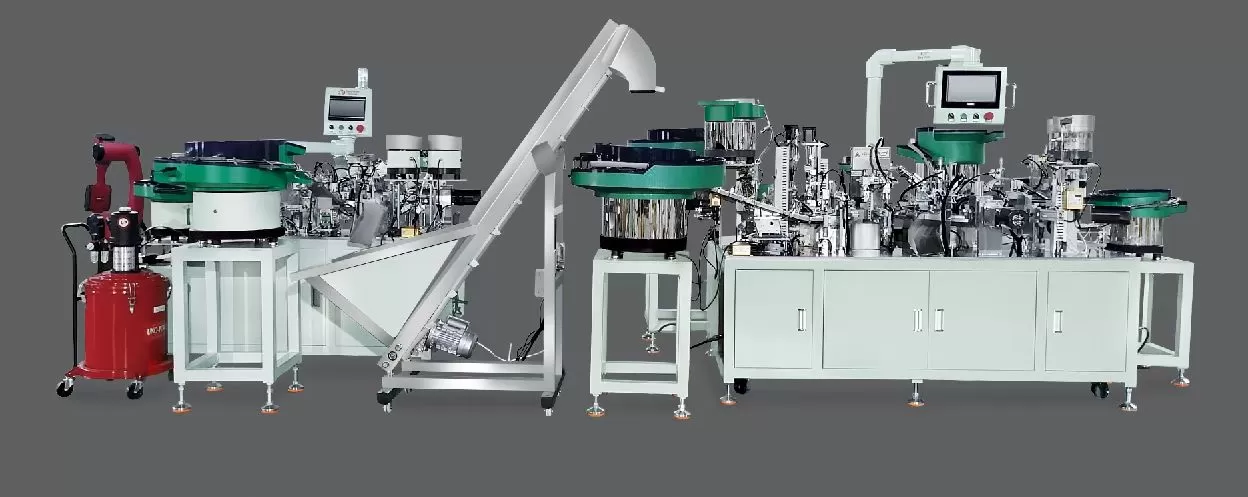
Drawer slide roll forming machines are critical for modern furniture manufacturing, enabling efficient production of high-quality, consistent slides. Proper calibration and setup are essential to ensure dimensional accuracy, reduce material waste, and extend equipment lifespan. This guide walks you through key steps to configure and calibrate a Jieyang drawer slide roll forming machine, tailored for manufacturers seeking reliable, high-speed production.
#Setup Preparation: Laying the Foundation for Success
Before powering on the machine, thorough preparation minimizes errors and safety risks. First, inspect the machine for visible damage—check roll forming dies, guide rails, and drive systems for wear or misalignment. Verify that all safety guards, emergency stop buttons, and interlocks are functional. Next, confirm the material specifications match the machine’s capacity: typical drawer slides require steel coils with thicknesses from 0.4mm to 1.2mm and widths up to 50mm. Gather necessary tools: a digital caliper (0.01mm precision), a spirit level, adjustable wrenches, and a torque screwdriver. Finally, review the machine’s operation manual to align setup steps with your specific model. Prioritize a clean, well-lit workspace to avoid visual errors during calibration.
#Calibration Steps: Achieving Precision from the Start
Calibration begins with setting the machine to the target slide dimensions. Start by configuring the control system: input the slide length, width, and thickness parameters into the PLC. For roll forming machines, the first critical step is aligning the feed mechanism. Use the spirit level to ensure the material table is horizontal, as uneven feeding causes slide warping. Adjust the inlet guide rails to match the material width, securing them with the provided clamps. Next, calibrate the roll forming sequence: each die station should be spaced to form the slide’s flanges and channels accurately. Test with a short sample (100mm length) and measure for key dimensions: length tolerance (±0.2mm), side wall parallelism (≤0.1mm per 100mm), and flange height consistency (±0.05mm). If deviations exceed these limits, adjust the die gaps incrementally and re-test.
#Key Calibration Procedures: Fine-Tuning Critical Parameters
After initial setup, focus on critical parameters that affect slide performance. The first is the roll forming pressure. Too little pressure results in weak flanges; too much causes material thinning or die damage. Use the pressure gauge to set the hydraulic system to the recommended value (typically 30-50 bar for standard steel). Monitor the material as it passes through the dies—if it wrinkles or develops burrs, reduce pressure slightly. Next, calibrate the cut-off mechanism. The shear blade must align perfectly with the material to ensure clean, square ends. Adjust the blade position using the manual adjustment knobs, then test-cut 5 samples. Measure the cut length and square (using a square tool) to confirm accuracy; aim for a tolerance of ±0.1mm in length and 90°±0.5° in squareness. Finally, calibrate the sensor system: ensure the edge detection sensors trigger at the correct position to prevent misalignment during continuous production.
#Troubleshooting Tips: Resolving Common Calibration Issues
Even with careful setup, issues may arise. A frequent problem is inconsistent slide length: this often stems from loose drive belts or a misaligned encoder. Check belt tension by pressing on the drive pulley—deflection should be 5-8mm. If tension is low, adjust the motor mount bolts. For encoder issues, inspect the encoder wheel for debris and clean it with compressed air. Another challenge is uneven flange height: this can occur if the roll forming wheels are worn or misaligned. Rotate the wheels to use fresh surfaces, and recheck the die gap settings. If flanges still vary, verify the material is centered on the feed table—off-center feeding causes uneven pressure on the material, leading to inconsistent flanges. Always document adjustments and test results to track performance over time.
#Maintenance Best Practices: Ensuring Long-Term Reliability
Regular maintenance is key to keeping the roll forming machine in optimal condition. After each shift, clean the roll forming dies and feed rails to remove metal shavings and debris, which can cause misalignment. Lubricate all moving parts—gears, chains, and bearings—with a high-temperature grease, following the manufacturer’s schedule. Every 500 production hours, inspect the die wear: measure the die gaps to ensure they remain within specifications (typically 0.1mm tolerance). Replace worn dies promptly to avoid affecting slide quality. Additionally, check the electrical connections weekly—loose wires can cause control system errors. By integrating these practices, you’ll minimize downtime and maintain consistent production quality.
#Why Choose Sanyhore for Your Roll Forming Needs?
Sanyhore is a trusted manufacturer of drawer slide roll forming machines, hinge assembly machines, and telescopic drawer slide assembly equipment. With years of expertise in metal forming technology, we design machines that balance precision, speed, and durability. Our team provides personalized support, from initial setup guidance to ongoing troubleshooting. Whether you’re scaling up production or upgrading existing equipment, we offer reliable solutions tailored to your manufacturing requirements.
Ready to optimize your drawer slide production? Contact our sales manager, Mr. Li, at +86 13425506550 or email info@sanyhore.com for a free consultation. Let Sanyhore help you achieve higher efficiency and quality in your manufacturing process.
网站常见问题:
Q: How long does it take to fully calibrate a Jieyang drawer slide roll forming machine?
A: Initial calibration typically takes 2-3 hours for first-time setup, depending on operator familiarity and machine model. Regular maintenance calibrations usually take 1-1.5 hours.
Q: What materials are compatible with the Jieyang roll forming machine?
A: The machine is designed for cold-rolled steel, stainless steel, and aluminum coils, with thicknesses up to 1.2mm and widths up to 50mm, suitable for most standard drawer slide applications.
Q: Can Sanyhore provide custom calibration services for my specific slide design?
A: Yes, our technical team offers custom calibration support to match your unique slide dimensions and material requirements, ensuring optimal performance for your product line.
Q: How often should I perform preventive maintenance on the roll forming machine?
A: Daily: Clean dies and feed rails. Weekly: Inspect electrical connections and lubricate moving parts. Monthly: Check belt tension and gearbox oil levels. Annual: Deep die wear inspection and system calibration.
Q: What warranty does Sanyhore offer for roll forming machines?
A: We provide a 12-month warranty covering manufacturing defects, with options for extended support plans. Contact us for details on our service agreements.